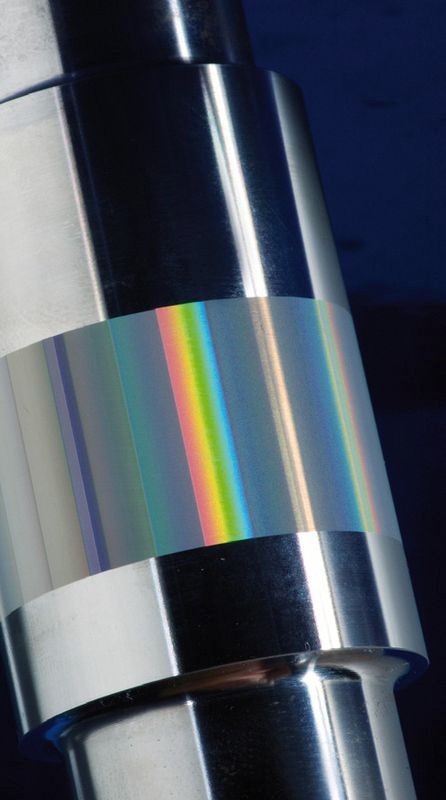
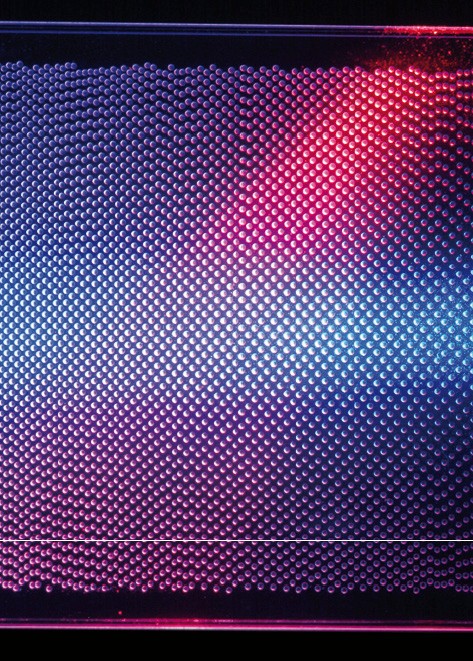
As products in electronics and sensor technology become smaller and smaller, components are required with structure sizes in the micrometer range. Highly precise laser ablation processes are a suitable means to reach such sizes for metals, ceramics and polymers. Here, ultrashort pulse lasers, for ablation, make it possible to process all types of materials at sub-micrometer accuracy. For mass manufacturing of micro components by injection molding, embossing and stamping, tools can be produced with structure sizes in the range of 5 to 10 μm with surface precision < 200 nm. Laser ablation with ultrashort pulsed lasers is a flexible complement to conventional processes such as EDM and high-speed cutting for the production of tools and components. In addition, direct processing of components lends itself well to small to medium lot sizes. Here, since ultrashort pulse lasers evaporate material directly, they can be integrated into existing process chains simply and enjoy great flexibility due to their parameter diversity. Functional surfaces often require structures that enhance the intrinsic properties of the materials; optical, biological and analytical functions require micro- and nanostructures that can be reproduced at high speed. For these applications, Fraunhofer ILT has developed a new multi-beam interference technology that can produce periodic surface structures in the range of 100 to 1000 nm in a process that is safe and has high throughput.