Brochure "Laser-Based Contacting of Batteries and Power Electronics"
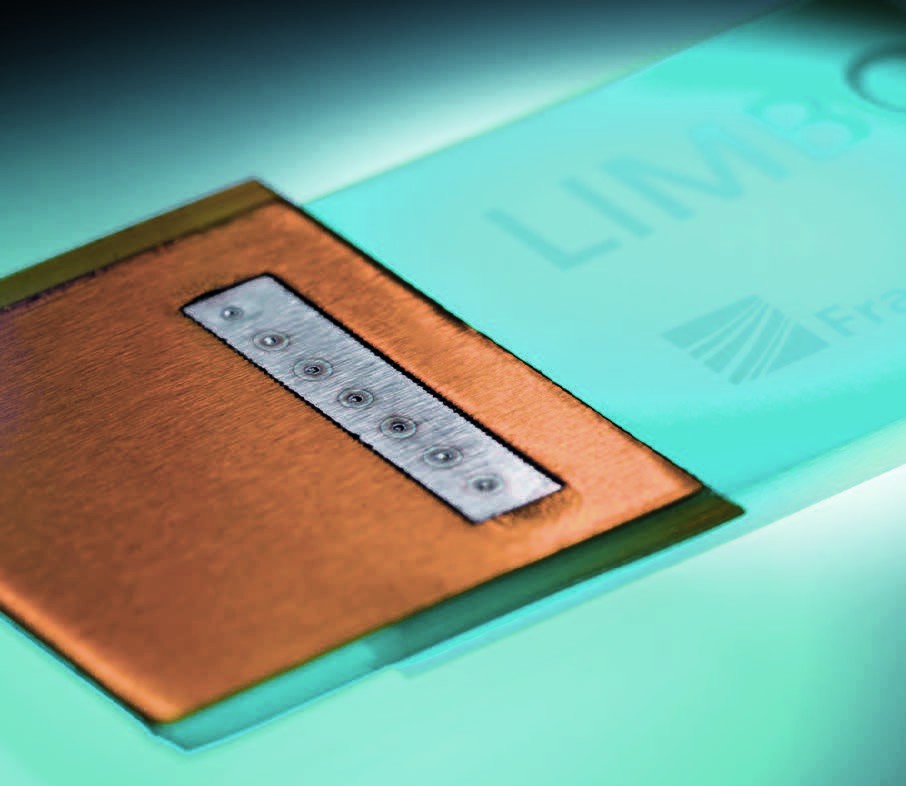
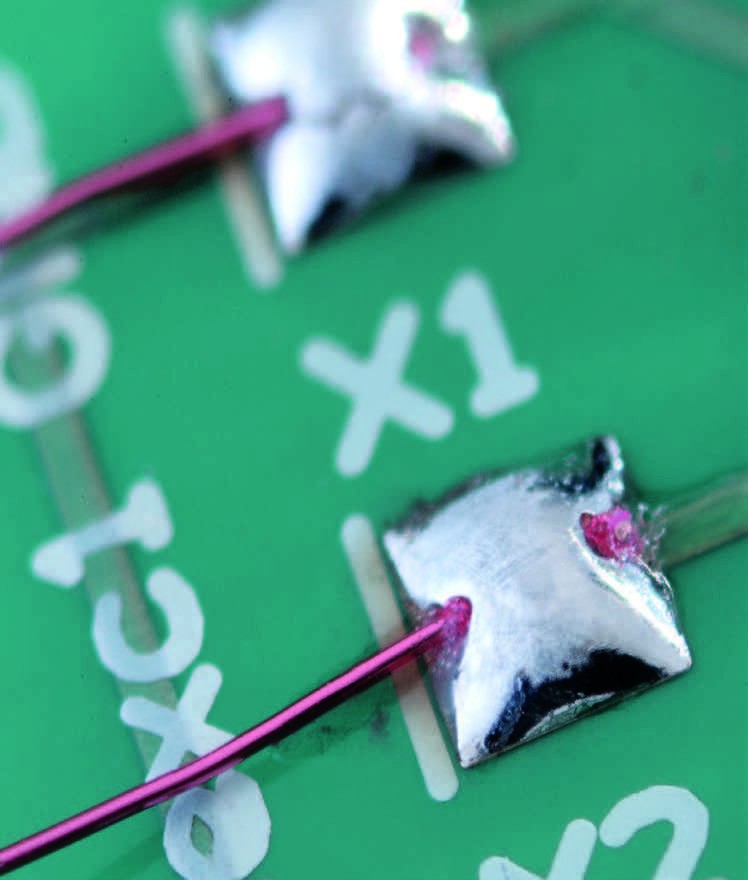
As regenerative energy sources expand and hybrid and electric vehicles continue to be refined, new demands are being placed on power electronics. Higher currents and powers require larger connection areas and cross-sections to reduce contact resistance. To help fulfil the requirements of such new technologies, the Fraunhofer Institute for Laser Technology ILT is developing robust connecting technologies to join conductive elements such as copper or aluminum.