Holes with diameters ranging from approx. one micrometer to several millimeters can be drilled into the workpiece using single-pulse drilling, percussion drilling, trepanning or helical drilling, depending on the thickness of the component and the required quality (precision) and productivity (drilling duration). The following table shows how individual drilling techniques differ in terms of diameter, drilling depth and duration.
| |
Diameter |
Depth |
Duration |
| Single pulse drilling |
40-700 μm |
< 2 mm |
< 1 ms |
| Percussion drilling |
50-700 μm |
< 20 mm |
0.1-20 s |
| |
1-50 μm |
< 1 mm |
< 1 ms |
| Trepanning |
0.3-10 mm |
< 10 mm |
1-20 s |
| Helical drilling |
10-200 μm |
< 2 mm |
> 10 s |
Single pulse drilling can be done on-the-fly, achieving up to 300 holes per second with a diameter of, for example, 60 μm in 1 mm sheet thickness. Percussion drilling uses a series of pulses at the same position to achieve deeper holes. Depeneding on the laser beam source used, different hole diameters and drilling depths can be achieved. For drill diameters larger than about 300 μm, trepanning is used, in which the bore is cut out via a relative movement between the workpiece and the laser beam. Helical drilling can be employed, on the other hand, to drill holes that require high geometrical precision and metallurgical quality.
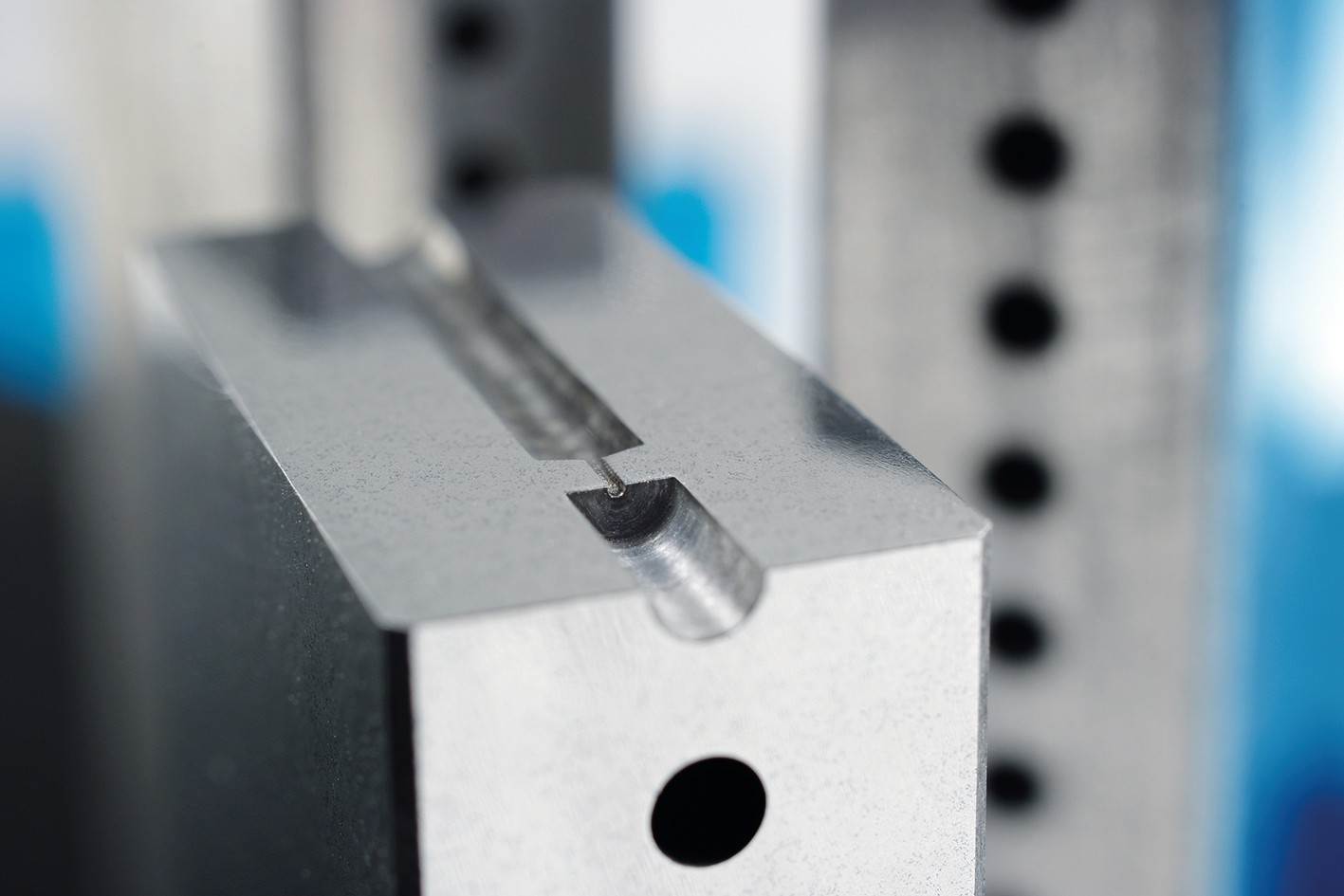
Laser drilling is an alternative to processes such as electron beam drilling, spark erosion, electrochemical drilling and ultrasonic drilling. The laser is preferred, however, when hole diameters of approx. 1 to 500 μm at large aspect ratios (> 1:20) need to be drilled under difficult conditions, such as at a large inclination angle to the workpiece surface or in extremely hard materials (e.g. nickel-based alloys). A challenge here is to minimize both melt layers as well as surface contamination.