
Brochure In-Volume Micro Structuring of Transparent Materials
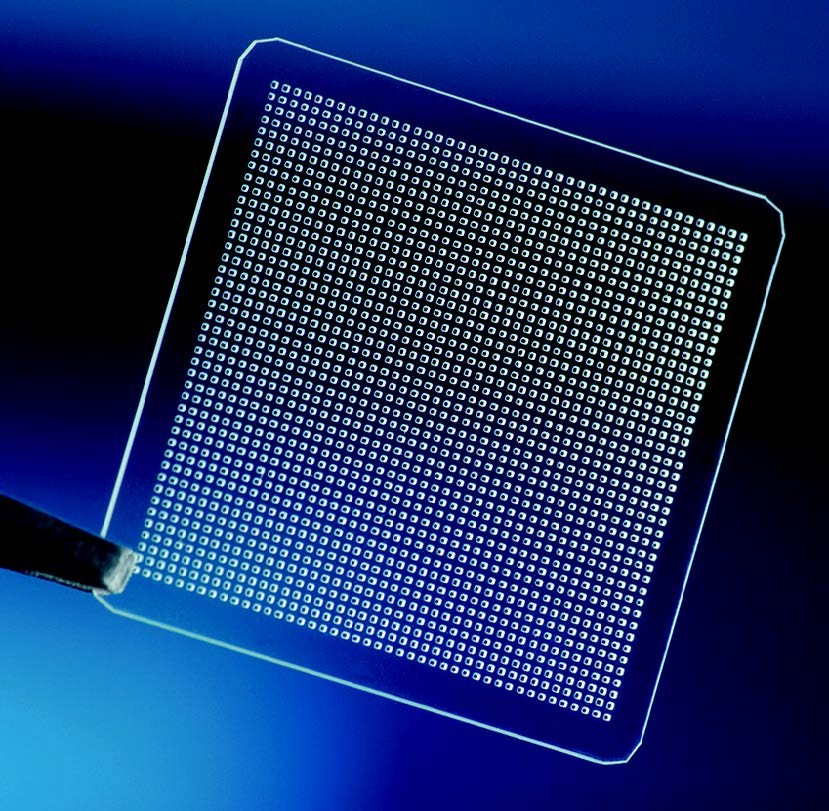
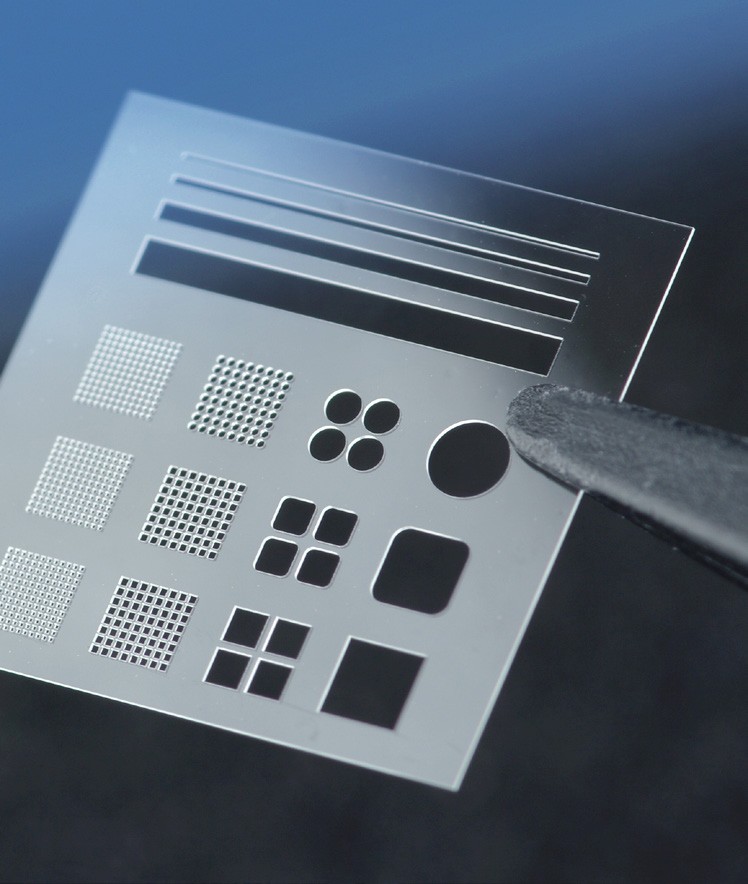
When ultrashort pulsed laser radiation with a pulse duration in the femto or picosecond range is focused on or in glass or crystals, the surface and in the volume of these materials can be processed with high precision. The Fraunhofer Institute for Laser Technology ILT is developing laser-based processes for the micro- and nanostructuring of transparent materials in collaboration with the Chair for Laser Technology LLT at RWTH Aachen University.


{kind=link}
{kind=link}