Das Verfahren
Die Bearbeitung von Glas mittels CO2-Laserstrahlung beruht auf der Absorption der Laserstrahlung in einer dünnen Randschicht des Werkstücks, sodass oberflächennah Temperaturen bis zur Verdampfungstemperatur erreicht werden. Wird das Glasmaterial durch die Wechselwirkung mit der Laserstrahlung lokal über die Verdampfungstemperatur aufgeheizt, so kann Material abgetragen werden. Dieser laserbasierte Abtragprozess kann sowohl zur Formgebung als auch zur Formkorrekturpolitur (Laser Beam Figuring) genutzt werden. Bei der Laserpolitur wird durch die Aufheizung der Oberfläche bis knapp unterhalb der Verdampfungstemperatur die Viskosität des Materials reduziert, so dass die Rauheit aufgrund der Oberflächenspannung ausfließt und geglättet wird. Die Innovation des Laserpolierens liegt im Vergleich zu konventionellen Polierverfahren in einem grundlegend unterschiedlichen Wirkprinzip: Glättung durch Umschmelzen anstelle von Materialabtrag. Dadurch erreicht die Laserpolitur unter anderem eine vorteilhaft kleinere Mikrorauheit und vermeidet Subsurface Damages. Die Prozessschritte Laserabtrag, Laserpolieren und Laser Beam Figuring können in einer Prozesskette zur Optikfertigung eingesetzt werden. Durch die entsprechende Wahl der jeweiligen Verfahrensparameter können die Prozesse an nahezu jede Oberflächenform angepasst werden.
Laserabtrag von Glas
Bei Glas bietet der Laserabtrag den Vorteil einer kontaktlosen Bearbeitung. Hohe Kosten für Schleifwerkzeuge werden daher durch ein nahezu verschleißfreies Werkzeug beim Laserabtrag vermieden. Durch den lokalen Abtrag können neben Freiformflächen auch steile Flanken zur Rückseitenstrukturierung von Optiken beispielsweise zur Gewichtsreduzierung generiert werden.
Verfahrensmerkmale und Vorteile
- Hohe Flexibilität durch eine berührungslose Bearbeitung
- Abtragraten in Quarzglas bis zu 3 mm³/s
- Abtrag erfolgt schichtweise mit Abtragtiefen von 0,1 - 10 μm pro Lage
- Kein Einarbeiten von Schleifmitteln in die Oberfläche
Laserpolieren von Glas
Im Gegensatz zur konventionellen Politur von nicht sphärischen Oberflächen mit Punkt- oder Linienkontakten erfolgt die laserbasierte Politur von Glasoberflächen ohne Verbrauchsmaterial. Zusätzlich ist die Bearbeitungszeit beim Laserpolieren unabhängig von der Oberflächenform und im Vergleich zu konventionellen Polierverfahren um einen Faktor bis zu 100 geringer. Die dabei erzielbare Oberflächenrauheit von Quarzglas liegt bei rms < 5 nm (Messfeld: 1 x 1 mm²) und die Mikrorauheit bei rms < 0,4 nm (Messfeld: 50 x 70 μm²). Neben Quarzglas kann nahezu jedes schmelzbare Glas durch die Laserpolitur nachbearbeitet werden. Anwendungen für das Laserpolieren von Glasoberflächen sind unter anderem Beleuchtungsoptiken, für welche die bis jetzt erzielten Werte bereits ausreichen.
Verfahrensmerkmale und Vorteile
- Hohe Flexibilität durch berührungslose Bearbeitung
- Hohe Prozessgeschwindigkeit unabhängig von der Oberflächengeometrie (1 - 10 cm²/s)
- Kleinere Mikrorauheit als bei konventionellen Polierverfahren
- Selektive Politur durch lokale Bearbeitung
- Ausheilung von Subsurface Damages
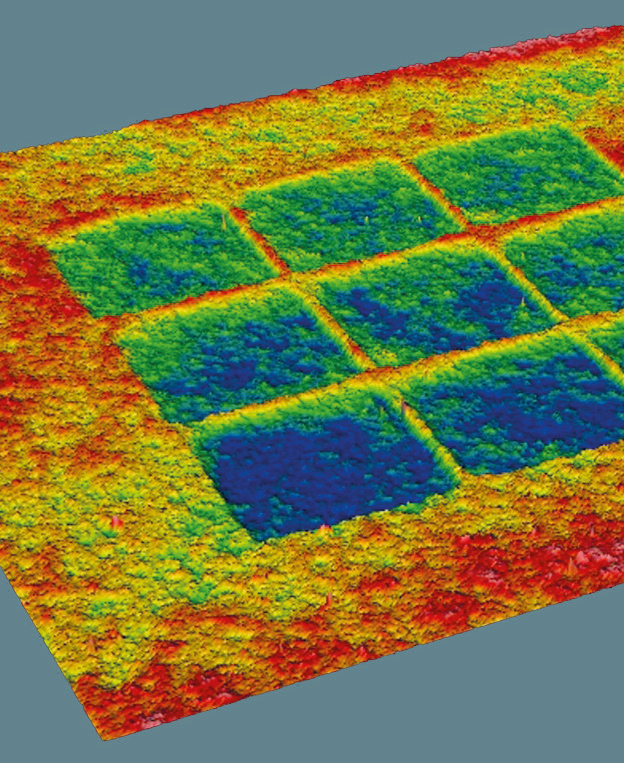
Laser Beam Figuring
Derzeit kann das Laserpolieren aufgrund zu großer verbleibender Formabweichungen und Welligkeiten nicht zur finalen Politur von abbildenden Optiken eingesetzt werden. Eine Lösungsmöglichkeit ist die Erweiterung des Verfahrens um einen nachgeschalteten, ebenfalls laserbasierten Schritt zur Formkorrektur (Laser Beam Figuring). Bei diesem Bearbeitungsschritt wird Material in kleinsten Mengen an den erforderlichen Stellen lokal abgetragen und dadurch die Welligkeit der Oberfläche reduziert.
Verfahrensmerkmale und Vorteile
- Abtragtiefen < 5 nm mit einer lateralen Auflösung von < 100 μm
- Messung der Oberfläche vor Bearbeitung notwendig, um die abzutragenden Bereiche zu identifizieren
- Geeignete Glassorten: Quarzglas, ULE