Videos und Audiobeiträge des Fraunhofer ILT

Datenschutz und Datenverarbeitung
Wir setzen zum Einbinden von Videos den Anbieter YouTube ein. Wie die meisten Websites verwendet YouTube Cookies, um Informationen über die Besucher ihrer Internetseite zu sammeln. Wenn Sie das Video starten, könnte dies Datenverarbeitungsvorgänge auslösen. Darauf haben wir keinen Einfluss. Weitere Informationen über Datenschutz bei YouTube finden Sie in deren Datenschutzerklärung unter: https://policies.google.com/privacy40 Jahre Fraunhofer ILT
Im Jahr 2025 feierte das Fraunhofer ILT sein 40-jähriges Bestehen. Dieses Jubiläumsvideo zeigt auf humorvolle Weise, was uns als Fraunhofer ILT ausmacht: Neugier, Kreativität und den unerschütterlichen Willen, auch scheinbar unlösbare Aufgaben mit Licht zu lösen.

Datenschutz und Datenverarbeitung
Wir setzen zum Einbinden von Videos den Anbieter YouTube ein. Wie die meisten Websites verwendet YouTube Cookies, um Informationen über die Besucher ihrer Internetseite zu sammeln. Wenn Sie das Video starten, könnte dies Datenverarbeitungsvorgänge auslösen. Darauf haben wir keinen Einfluss. Weitere Informationen über Datenschutz bei YouTube finden Sie in deren Datenschutzerklärung unter: https://policies.google.com/privacyUV-CENTER OF EXCELLENCE
Cleantech – das heißt saubere Technologien für die Zukunft! Elektromobilität und Wasserstofferzeugung sind zwei Beispiele. Bei den Prozesslösungen ist der Laser oft das Werkzeug der Wahl. Coherent und das Fraunhofer-Institut für Lasertechnik ILT eröffnen beim AKL‘22 – International Laser Technology Congress das UV Center of Excellence, um innovative UV-Laserprozesse zu entwickeln und deren Skalierung für die industrielle Fertigung voranzutreiben.
Weitere Informationen:
Datenschutz und Datenverarbeitung
Wir setzen zum Einbinden von Videos den Anbieter YouTube ein. Wie die meisten Websites verwendet YouTube Cookies, um Informationen über die Besucher ihrer Internetseite zu sammeln. Wenn Sie das Video starten, könnte dies Datenverarbeitungsvorgänge auslösen. Darauf haben wir keinen Einfluss. Weitere Informationen über Datenschutz bei YouTube finden Sie in deren Datenschutzerklärung unter: https://policies.google.com/privacyNeue Laser für die Klimaforschung
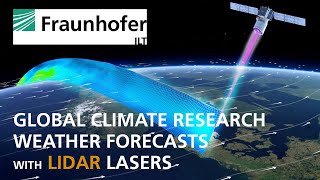
Wetterberichte, Klimamodelle oder Raketenstarts – sie alle benötigen präzise Daten aus der Atmosphäre. LIDAR (LIght Detection And Ranging)-Systeme schießen Laserstrahlen in den Himmel. Aus dem rückgestreuten Licht lassen sich Wind- und Temperaturdaten berechnen – in einer Höhe von bis zu 100 km. Ein Team vom Fraunhofer-Institut für Lasertechnik ILT und dem Leibniz-Institut für Atmosphärenphysik IAP hat ein portables LIDAR-System entwickelt, das autonom arbeitet. In Zukunft sollen solche Systeme in Serie gefertigt werden, um als Netzwerk Klimadaten in einer neuen Qualität zu liefern.
Weitere Informationen:

Datenschutz und Datenverarbeitung
Wir setzen zum Einbinden von Videos den Anbieter YouTube ein. Wie die meisten Websites verwendet YouTube Cookies, um Informationen über die Besucher ihrer Internetseite zu sammeln. Wenn Sie das Video starten, könnte dies Datenverarbeitungsvorgänge auslösen. Darauf haben wir keinen Einfluss. Weitere Informationen über Datenschutz bei YouTube finden Sie in deren Datenschutzerklärung unter: https://policies.google.com/privacyAuf dem Weg zum Quanteninternet - Intensive Zusammenarbeit von Fraunhofer und QuTech
Neue Technologien für Quanteninformationsnetzwerke und fokussierter Wissenstransfer: Mit einem Memorandum of Understanding zur engen Zusammenarbeit schließen sich die Fraunhofer-Gesellschaft und das niederländische Forschungszentrum QuTech zusammen und bringen das Quanteninternet auf den Weg.
Ein Ziel der Partner ist der Aufbau eines multinationalen Quantennetzwerks in der EU. Dieses soll der Industrie und Wissenschaft später als Testumgebung zur Verfügung gestellt werden, um z. B. neue Anwendungen zu entwickeln und das volle Potenzial des verteilten Quantencomputings zu erschließen. Die Partner planen auch, den ersten deutschen Quanteninternetknoten eines länderübergreifenden und verschränkungsbasierten Netzwerks am Fraunhofer ILT zu installieren.
Im Vorfeld dieser Kooperation haben QuTech und das Fraunhofer ILT einen entscheidenden Erfolg für die Realisierung von Quantennetzwerken erzielt – einen Quantenfrequenzkonverter mit einem Weltrekord an Rauscharmut und perspektivisch Signal-zu-Rausch-Verhältnis.
Weitere Informationen:

Datenschutz und Datenverarbeitung
Wir setzen zum Einbinden von Videos den Anbieter YouTube ein. Wie die meisten Websites verwendet YouTube Cookies, um Informationen über die Besucher ihrer Internetseite zu sammeln. Wenn Sie das Video starten, könnte dies Datenverarbeitungsvorgänge auslösen. Darauf haben wir keinen Einfluss. Weitere Informationen über Datenschutz bei YouTube finden Sie in deren Datenschutzerklärung unter: https://policies.google.com/privacyEin prägendes Patent: 25 Jahre metallischer 3D-Laser-Druck
Eine Drohne schwebt über dem Aachener Fraunhofer-Institut für Lasertechnik ILT und filmt 50 Mitarbeitende aus dem Bereich »Laser Powder Bed Fusion (LPBF)«. Sie stehen zusammen und bilden die Ziffer 25. Das Jubiläum zum LPBF-Basispatent ist Anlass für einen Video-Clip: 1996 wurde das Patent zum metallischen 3D-Laser-Druck eingereicht. »Ein guter Anlass für einen Rück- und Ausblick auf unsere Technologie«, freut sich Jasmin Saewe, Leiterin des Kompetenzfelds LPBF am Fraunhofer ILT. Heute zählt sie rund 50 Mitarbeitende und Studierende.
Weitere Informationen:
Datenschutz und Datenverarbeitung
Wir setzen zum Einbinden von Videos den Anbieter YouTube ein. Wie die meisten Websites verwendet YouTube Cookies, um Informationen über die Besucher ihrer Internetseite zu sammeln. Wenn Sie das Video starten, könnte dies Datenverarbeitungsvorgänge auslösen. Darauf haben wir keinen Einfluss. Weitere Informationen über Datenschutz bei YouTube finden Sie in deren Datenschutzerklärung unter: https://policies.google.com/privacyLaserverfahren für die Wasserstofftechnologie
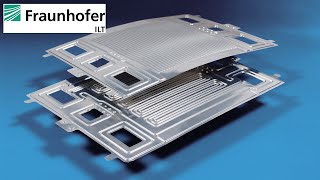
Grüner Wasserstoff ist der Energieträger der Zukunft. Zu den potentiellen Anwendungsgebieten zählen die Mobilität sowie die Hausenergieversorgung auf Brennstoffzellenbasis. Für eine breite Marktdurchdringung bedarf es neben technologischen Weiterentwicklungen vor allem einer deutlichen Kostenreduktion entlang der Wertschöpfungsketten von Elektrolyseuren, Brennstoffzellen und deren Komponenten.
Am Fraunhofer-Institut für Lasertechnik ILT werden hochproduktive Laserverfahren entwickelt, die bei der Skalierung der Herstellungsprozesse eine entscheidende Rolle spielen.
Weitere Informationen:

Datenschutz und Datenverarbeitung
Wir setzen zum Einbinden von Videos den Anbieter YouTube ein. Wie die meisten Websites verwendet YouTube Cookies, um Informationen über die Besucher ihrer Internetseite zu sammeln. Wenn Sie das Video starten, könnte dies Datenverarbeitungsvorgänge auslösen. Darauf haben wir keinen Einfluss. Weitere Informationen über Datenschutz bei YouTube finden Sie in deren Datenschutzerklärung unter: https://policies.google.com/privacyDie nächste Generation der Hochleistungs-UKP-Laser für Industrie und Forschung
Im Fraunhofer Cluster of Excellence Advanced Photon Sources CAPS bündeln 13 Fraunhofer-Institute ihre Expertise für die Entwicklung von Lasersystemen, die mit ultrakurzen Pulsen (UKP) höchste Leistungen erreichen, und erforschen deren Einsatzpotenziale. Die Fraunhofer-Institute für Lasertechnik ILT in Aachen und für Angewandte Optik und Feinmechanik IOF in Jena bringen ihre Kompetenz in der Entwicklung von Hochleistungs-UKP-Lasern ein, die im Cluster mit der Expertise anderer Fraunhofer-Institute in den Bereichen Systemtechnik und Anwendungen kombiniert wird.
Ultrakurzpulslaser ermöglichen mit ihren sehr hohen Intensitäten und sehr kurzen Pulsen eine hochpräzise Materialbearbeitung. Gegenüber herkömmlichen Industrielasern erlauben sie eine nahezu uneingeschränkte dreidimensionale Strukturierung beliebiger Werkstoffe. In Fraunhofer CAPS schaffen die Partner eine Grundlage für wirtschaftliche Durchsätze in der Ultrapräzisionsfertigung. Die erreichte Präzision und Qualität zeigen dabei den Wettbewerbsvorteil gegenüber fast jeder anderen Technik. Ultrakurzpulslaser sind damit die vielseitigsten und zugleich verschleißfreien Werkzeuge für die zukünftige Digital Photonic Production.
Seit der Gründung im Jahr 2018 hat Fraunhofer CAPS Meilensteine und Auszeichnungen erreicht – und Weltrekorde im Bereich der Hochleistungs-UKP-Lasertechnik erzielt. Die entwickelten Ultrakurzpulslaser überschreiten bereits heute die 10 kW-Grenze mit Pulsdauern im Bereich von wenigen hundert Femtosekunden. Mit diesen Lasern und optimierten Strahlführungssystemen bereiten die Partner den Weg für neue Anwendungen u. a. in der Produktion, der Bildgebung, der Materialwissenschaft und in der Grundlagenwissenschaft.
Partner aus Industrie und Forschung sind dazu aufgerufen, sich zu beteiligen und die neuen Lasersysteme in den Applikationslaboren in Aachen und Jena für ihre Innovationen zu nutzen.
Weitere Informationen:
Die Videos auf dieser Webseite unterliegen dem Urheberrecht. Alle Rechte sind vorbehalten, unabhängig davon, ob es sich um das gesamte oder einen Teil des Materials handelt, insbesondere die Rechte der Übersetzung, des Nachdrucks, der Wiederverwendung von Abbildungen, Screenshots, der Rezitation, der Ausstrahlung, der Vervielfältigung auf Mikrofilm oder in anderer Weise sowie der Speicherung in Datenbanken. Die Vervielfältigung dieser Publikation – hier eines Videos, mehrerer Videos oder von Teilen davon – ist nur nach den Bestimmungen des Urheberrechtsgesetzes vom 9. September 1965 in der jeweils gültigen Fassung gestattet und bedarf grundsätzlich der Genehmigung durch das Fraunhofer-Institut für Lasertechnik ILT, Aachen, Deutschland. Verstöße sind nach dem Urheberrechtsgesetz strafbar.
Die Verwendung von allgemeinen beschreibenden Namen, eingetragenen Namen, Warenzeichen usw. in diesen Publikationen bedeutet auch ohne ausdrückliche Erklärung nicht, dass diese Namen von den einschlägigen Schutzgesetzen und -vorschriften ausgenommen und daher für den allgemeinen Gebrauch frei sind.