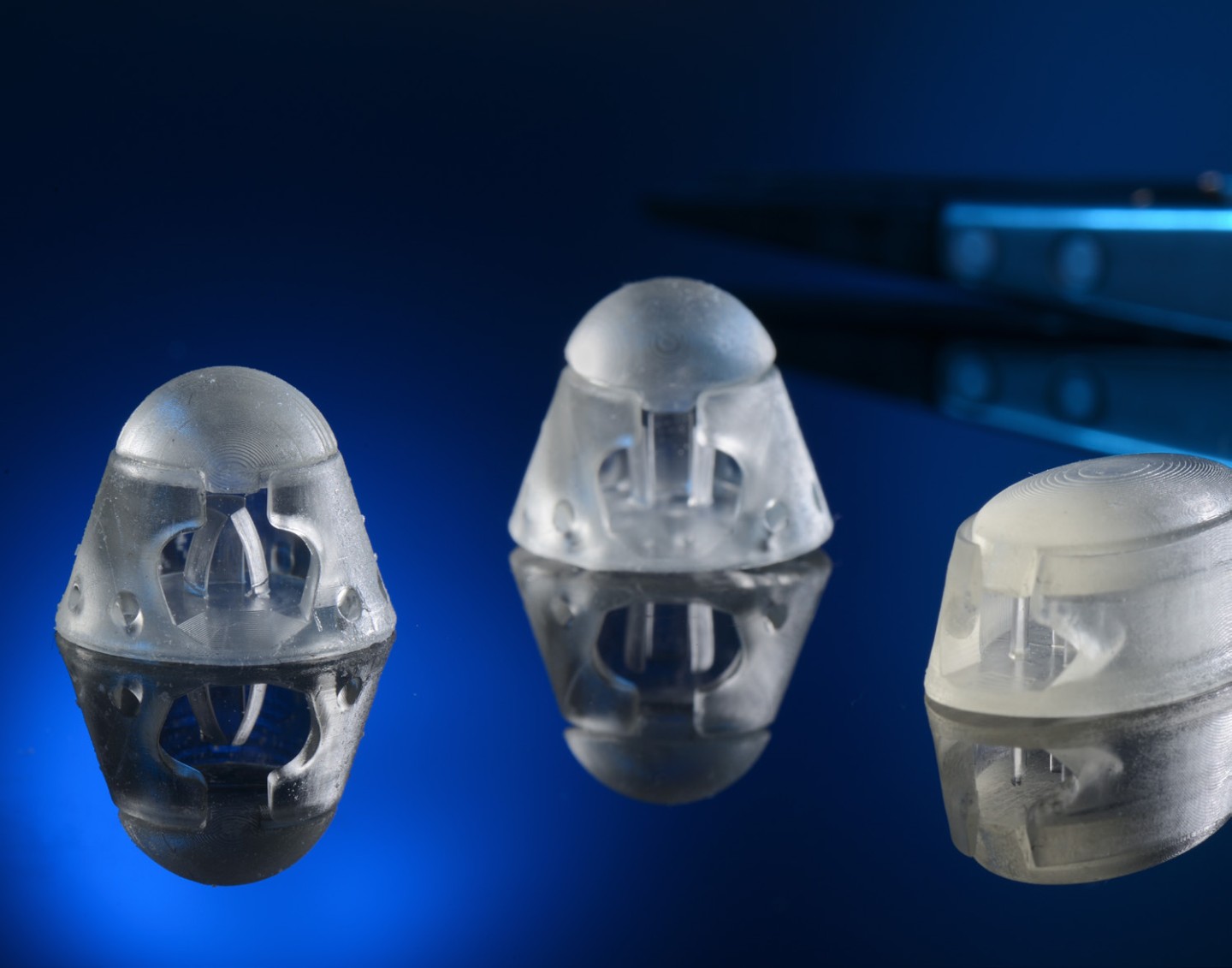
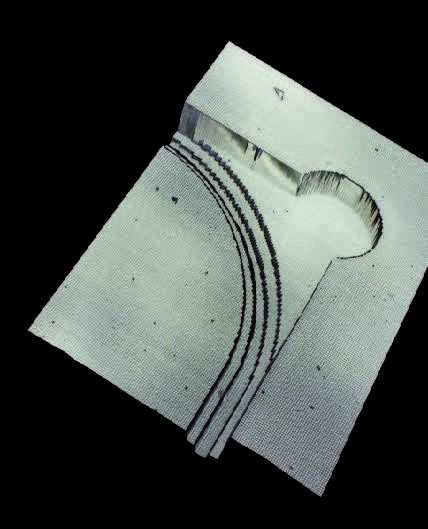
Irradiation can be carried out, for example, with laser radiation via a scanner system or with LED radiation, whereby the light is modulated in two-dimensions with the aid of digital light processing (DLP) or via LCD masks. With such processes, structural resolutions of between 20 µm and 100 µm can be achieved at maximum process speeds in the range of a few cubic centimeters per hour. Both stereo-lithography and DLP processes can also achieve structure resolutions of down to 1 µm by using high magnification optics, but then at a correspondingly reduced process speed. Even higher resolutions of < 1 µm can be achieved with multiphoton polymerization (MPP, also known as direct laser writing), although the build-up rate is lower here and is typically in the order of 1 mm³/h. In most processes, two-dimensional layers are generated, thus fabricating the component successively. For components with curved surfaces, this layer-by-layer construction forms surfaces with steps in the range of the lateral resolution or layer thickness. Quasi-continuous process control or volumetric methods eliminate the artifacts of layer-by-layer buildup, which has a positive effect on surface quality.
In addition, significant time savings can in principle be achieved compared with processes in which work is carried out layer by layer. When considering if lithography-based additive manufacturing process is cost-effective, research must weigh up the required product properties, the photo resins that can be used and the advantages and disadvantages of the individual processes against each other.