Laser Structuring
Contact areas for the cathode and the anode layer are required so that the front side of thin-film battery cells can be contacted to a partner. For full-surface coating, a closed electrode layer forms the contact of the layer stack. Therefore, the lowest electrode is either contacted via the substrate side, or surfaces contacted to the lower current collectors must already be kept free during the deposition. By means of ultrashort pulsed laser radiation, the individual battery layers can be removed in a manner selective to location and depth so that contact regions can be introduced even after the coating.
Thin Film Processing (Drying, Sintering)
Before competitive electric energy storage systems can be launched onto the mass market, the production costs for battery cells must be reduced significantly. A promising approach to reach this is the substitution of conventional furnace processes by innovative laser processes. When battery electrode layers are dried and sintered, a laser process can open up a great potential for energy savings as it applies energy more efficiently than conventional drying in a continuous furnace. Furthermore, the compact design of the laser significantly reduces the necessary construction space. Additionally, this process can be used for the sintering of solid electrolytes.
Laser Cutting and Separating
In the large-area deposition of layer stacks for thin-film batteries, individual battery cells can be separated from the coated substrate. As a result, no masking is necessary and only the cut regions remain in which the applied active material cannot be used for later cells. In addition, the full-area coating allows thin film battery manufacturing to be transferred to roll-to-roll production processes. Since laser cutting processes separate the coated battery films without causing short-circuits, the process yields a maximum of battery cells from a coated carrier material. Raw materials are thus used more efficiently, and the flexibility in the separation of battery cells increases.
Encapsulating Battery Cells and Modules
In lithium solid state batteries, when the active material comes in contact with water or oxygen, the lithium degrades, thus gradually destroying the battery. In order to prevent this interaction with the environment, metal housings (round cells, prismatic cells) or high-barrier multilayer films (pouch cells) are commonly used. Thanks to special barrier coatings, these multilayers prevent water and oxygen from permeating into the battery, even when very thin films are used. The base substrate of the film is usually a polymer, which results in a high degree of flexibility. The Laser beam micro welding process can be employed to spatially limit the melting of the films or of the metal housing so that the internal active material is not damaged. This way, the encapsulated battery cell is protected against external influences.
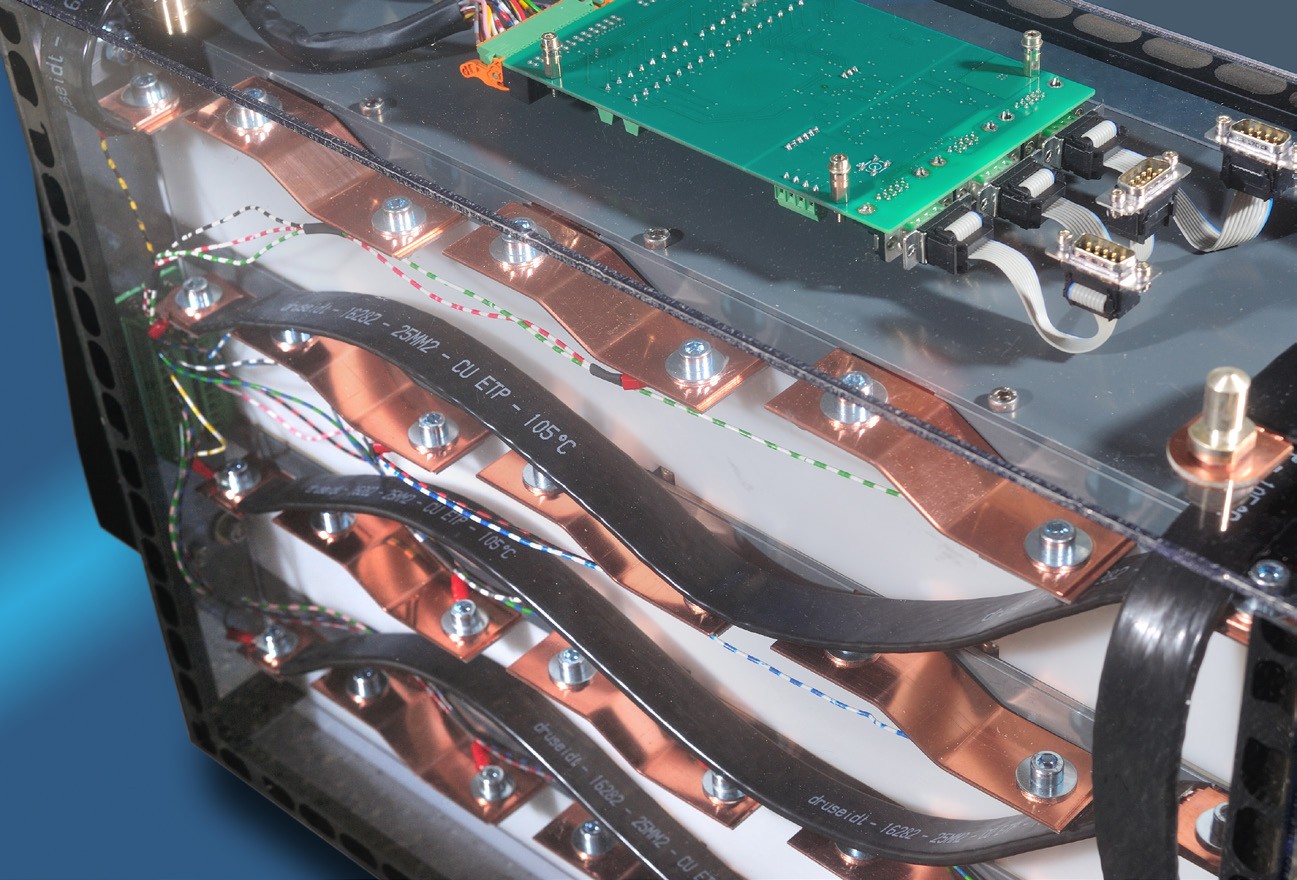
Interconnecting Cells to Battery Systems
Laser micro welding with local power modulation is used to firmly bond battery cells together. In the process, the feed movement is superimposed with a circular oscillation movement, thus enabling an operator to adjust the attachment geometry and the mixing ratio. For example, different joining partner materials, from aluminum-copper to copper-steel compounds, can be contacted for different cell types. The welding process is designed so that it reduces the welding depth while keeping the bonding width constant, thereby preventing damage to the active material in the battery cell. In addition, the metallurgy of the joining compound can be specifically controlled by this approach. The process is suitable both for the production of electrically and mechanically safe connections from cell to cell as well as for the production of modules from cell networks and large battery packs from modules.
Laser Bonding for Flexible Connections
Fraunhofer ILT has developed a laser bonding process that combines a modified wire bonder with a fiber laser, a galvanometric scanner and a beam guiding and focussing unit; it is advantageous when particularly flexible connection technology is needed. The system technology allows the automatic feeding of a flexible connector to the component surface. Thanks to its local power modulation, the system can be used to weld aluminum or copper ribbons with a cross-section of up to 300 x 2000 μm² to the battery pole.